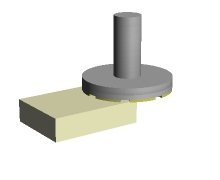
正面研削
カップタイプの砥石の底面を使用して研削していく方法です。インターネットで検索しても論文しか引っかからないので、どうやら一般的ではないようですが、マシニングセンターなどでATC(オート・ツール・チェンジャー)を使用して連続加工を行う場合に、非常に有効です。
平面研削のように、低切込、高送りで使用する場合もありますが、高切込、低送りで加工する方が効率良く研削でき、目つぶれしにくく面状態も良好になります。ただし形状ダレを起こしやすいので加工条件の設定には注意が必要です。
砥石の選定
主にφ100前後の砥石を使用します。メタルボンドを使用すると、目詰まりや目つぶれを起こしやすいので加工条件の選定が難しいですが、一度確立してしまえば非常に高能率な加工を行うことができます。
硬度の高い材料ではレジンボンドやビトリファイドボンドが非常に有効です。また、細粒の砥粒を使用することで鏡面研磨を行うこともできます。